






联系我们
地址:暂无
手机/微信一:15524700779
手机/微信二:13654200914
QQ客服一:暂无
QQ客服二:暂无
手机/微信一:15524700779
手机/微信二:13654200914
QQ客服一:暂无
QQ客服二:暂无
产品知识
铝板带起皮原因分析与对策
日期:2017-08-02 人气:
内容提示: 摘要:本文简要分析了铝板带生产会出现边部间断起皮的原因,通过实际生产试验对起皮的多种原因分别进行试验验证,主要通过铣面量、铣面角度、辊道润滑、清洁生产等方面进行…
摘要:本文简要分析了铝板带生产会出现边部间断起皮的原因,通过实际生产试验对起皮的多种原因分别进行试验验证,主要通过铣面量、铣面角度、辊道润滑、清洁生产等方面进行试验对比,分析造成起皮的主要因素,并提出解决起皮的主要途径和措施。
铝板带生产中经常会出现边部间断起皮问题,给下游工序加工造成困难,在精整工序,有时会造成断带,在冷轧工序,起皮掉皮会粘在辊子上造成批量的辊痕缺陷。尤其随着市场竞争的日趋激烈,起皮及起皮造成的缺陷已导致客户多次提出质量异议,为解决此问题,我们对不同铣面量、侧面铣面角度、辊道润滑及翻锭机等方面进行了试验。
1 铣面量
1.1 铣面量试验方案
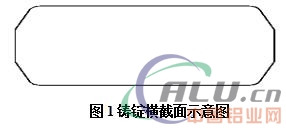
试验用6块5052铝合金卷材生产进行试验,铸锭采用梯形铸锭,铸锭横截面见图1.铸锭规格为:600×1320×3450mm,铣面要求3块铸锭大面单面铣面量不小11±1mm,3块铸锭大面单面铣面量不小于15±1mm,侧面铣面量相同。之后同炉加热,轧制工艺条件相同,观察表面起皮情况。

1.2 结果分析
根据5052不同铣面量最终起皮情况,说明单纯的增加铣面量不能够解决铝板带边部起皮的问题,大面单面铣面量10mm——15mm已将正常铸锭表面的偏析瘤、冷隔、夹渣等铣净。根据缺陷位置和铣面分析,此批起皮原因应为铸锭裝炉、出炉过程中大面边部被磕碰伤所致。
2 铣面角度
2.1试验方案
试验用3003合金卷材试验,大面铣面量相同,侧面铣的角度进行调整对比,其他工艺条件相同,观察表面起皮情况。小面铣铣面角度位置示意图如图2、图3。铸锭规格为:580×1320×4050mm,铣面要求4块铸锭编号1、2、3、4,按照示意图如图2进行铣小面,铣面要求4块铸锭编号5、6、7、8,按照示意图如图3进行铣小面。

2.2 试验结果及分析
在同炉加热,其他工艺条件相同连续轧制,跟踪试验结果见表2.
根据起皮情况可以判定,按图2进行铣面对于控制起皮优于图3.主要是因为铸锭裝炉时小面与料垫的接触部位不同。加热炉料垫与铸锭接触示意图如图4。通过示意图可以看出,按图3进行铣小面的铸锭,与铸锭接触的为铸锭边部。在加热炉中,铸锭与料垫接触部位会硌伤,严重的轧制后会产生起皮。当然这与铸锭厚度也有关系,因为料垫的宽度是固定的,铸锭越厚,与料垫接触部位就会离铸锭大面越远。这就是有些铸锭规格更容易产生起皮的原因。
3 辊道润滑与清洁生产
3.1 试验方案
分别对热轧机辊道润滑情况、铸锭铣面用油、裝炉前的清擦处理等进行跟踪验证,通过辊道润滑是否投用,铸锭表面入炉前的清擦与否进行对比。
3.2 试验结果与分析
热轧辊道投用乳液润滑比不投用乳液润滑要好,起皮情况明显要轻而少。主要是因为不投用辊道润滑,铝合金板高温下较软,接触辊道时易产生粘铝,破坏板材表面,继续轧制就会产生粘铝造成的起皮缺陷。
装炉前认真清擦铸锭表面比不清擦要好的多,起皮情况明显要轻而少。主要因为现场环境一般比较差,会有铝屑、大颗粒灰尘及异物附在铸锭表面,不及时清擦,后续轧制就会产生起皮。铣床使用润滑油一般都是经常更换的润滑油,本身清洁度无法保证,喷油量大时更容易吸附铝屑和异物。
4 结论
为解决起皮问题,增大铣面量效果不明显,意义不大;改变小面铣角度有效果,但实际生产难以实现,比如1系铝合金不铣小面,小面铣的角度过大会造成铸锭在料垫立不稳,有铸锭倾倒风险;根据料垫宽度合理选择铸锭规格会有一定的效果;加强清洁生产,实现辊道良好润滑,精心操作,不产生磕碰伤对解决起皮效果显著,另外铸锭边部毛刺必须处理干净。
总之,起皮问题解决关键是保证铸锭在吊运、辊道传送、料垫传送、翻锭机动作等过程中铸锭表面保持清洁、无磕碰伤;轧机生产时辊道润滑良好;选择合适的铸锭规格。
参考文献
[1] 肖亚庆,谢水生,刘静安等.铝加工实用技术手册.北京:冶金工业出版社,2004.
[2] 王祝堂,田荣璋.铝合金及其加工手册(3版)[M].长沙:中南大学出版社,2005.
[3] 刘静安,谢水生.铝合金加工产品的主要缺陷分析及质量控制.北京,冶金工业出版社,2012.
读完这篇文章后,您心情如何?
本文网址:
/zhishi/3245.html
上一篇:铝铸件结晶的去除温度是怎么样的
下一篇:铝表面处理电镀产生的3大废料简析