






联系我们
地址:暂无
手机/微信一:15524700779
手机/微信二:13654200914
QQ客服一:暂无
QQ客服二:暂无
手机/微信一:15524700779
手机/微信二:13654200914
QQ客服一:暂无
QQ客服二:暂无
常见问题
传统铜铝型材的正向挤压工艺
日期:2016-09-26 人气:
内容提示: 我们所谓的传统铝型材挤压方法,是指挤压杆直接把挤压力传递给锭坯的挤压方法,包括正向挤压法、反向挤压法及联合挤压法。今天我们只要来介绍一下正向挤压法。挤压机在正向…
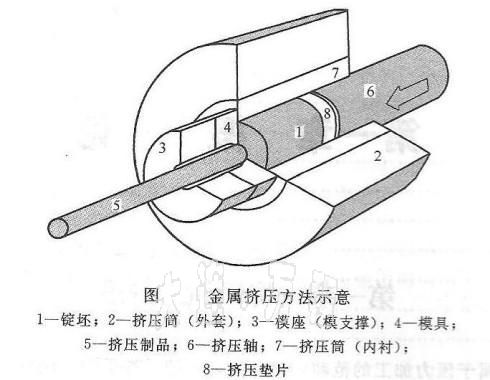
我们所谓的传统铝型材挤压方法,是指挤压杆直接把挤压力传递给锭坯的挤压方法,包括正向挤压法、反向挤压法及联合挤压法。今天我们只要来介绍一下正向挤压法。
挤压机在正向挤压时,金属流出的方向与挤压杆前进的方向是一致的,这是这种挤压方法的基本特征。
采用正向挤压时有以下优点:
2.锭坯表面与挤压筒内衬表面间摩擦力较大,且在模具近处形成金属弹性区,因而锭坯的外部缺陷不影响挤压制品的表面,在锭坯变形区,锭坯产生较大的剪切变形,有利于提高铝型材的表面质量;
3.可以得到任意外形的制品,制品断面只受挤压筒内径、挤压系数限制。
正向挤压的不足之处在于:
1.存在着较大的外摩擦 (锭坯与挤压筒之间),消耗大约 30%~80%的挤压力;
2.挤压过程不够稳定,从而导致变形不均,造成挤压制品组织和力学性能不均;
3.铝合金沿截面的流动速度不均;可能导致挤压制品 (尤其是大型挤压制品) 内部分层,形成缺陷;
4.压余、缩尾等金属损失较大。
正向挤压加工的优缺点,先来看一下它的优点。
正向挤压加工的优点:
(1)具有比轧制等其他加工方式更为强烈的三向压应力,金属可以发挥其最大塑性,如纯铜的挤压比可达400,甚至更高。对 于一些采用轧制或锻造等其他方法难以加工乃至不能加工的低塑 性难变形材料或者复杂截面的型材等,可以采用挤压法进行加工。
(2)具有较大的灵活性,一台挤压设备可以生产出多个品种 和规格的产品,可生产形状简单的管、棒、型、线材,也可以生产断 面复杂的挤压制品。挤压加工操作极为方便,只箱要更换工艺所 要求的棋具就可以在同一台设备上生产形状、规格和品种不间的 产品,而所占的工作时间很短,费时少、效率高,适合于小批童多品 种的生产。
(3)挤压产品的尺寸精度髙,表面质量好,制品的金相组织致密,有较高的力学性能。由于质量好,挤压制品可以直接供用户使 用,也可以供冷加工工序继续加工,生产效率高。采用先进的水封 挤压技术,产品表面无氧化,晶粒度细小,塑性好。
(4)工艺流程简单,相对穿孔轧制,孔型轧制等一些生产管材 的方法,挤压加工工艺具有流程短,设备数董和投资少等优点。
8mn单动/双动正向铜铝型材挤压机
正向挤压加工的缺点:
(1)金属的固定废料损失较大。挤压压余等残料损失,一般 可占铸锭重量的10%?15%。挤压管材时还有穿孔料头损失,特 别是在挤压大直径管材时,包括穿孔料头在内的损失可达铸锭重 M的25%?30%。另外,挤压制品的切头尾损失,脱皮挤压时的 脱皮残料损失等,造成挤压成品率较低。
(2)挤压制品长度方向上的组织和机械性能不够均匀。由于 挤压时,金属的流动不均勻,造成挤压制品存在表面层与中心层、 头部与尾部的组织性能不均勻,影响制品的使用性能。
(3)管材挤压时易产生偏心废品,造成产品质量不合格,降低 了成品率。采用空心锭坯挤压管材时,增加了锭坯大量的附加加 工,而且容易造成管材内表面质量缺陷。
(4)挤压工具处于髙温髙压的条件下工作,工具消耗量较大, 工具成本高,挤压工具消耗费用占挤压制品的成本髙达35%甚至 更高。
(5) 挤压机结构复杂,投资费用大,另外,挤压制品的流出速度远远低于轧制速度,生产效率较低。
以上为正向挤压加工的优缺点全部内容,希望对您能有所帮助
读完这篇文章后,您心情如何?
本文网址:
/wenti/2486.html
下一篇:铝型材挤压模具图纸审核流程及技巧